化成処理:Mg-Li合金の化成処理
Mg-Li合金の化成処理
マグネシウム合金は、低比重、高い比強度、高い振動吸収性、良好な電磁波シールド性などの多くの優れた特性を持っている。さらに、マグネシウム合金はリサイクル、リユースが可能なため、21世紀のグリーン・マテリアルと呼ぶことができ、航空機、自動車、モバイル機器などに広く適用できる可能性を持っている。その一方、マグネシウム合金の結晶構造は、すべり面が限られた稠密六方晶系なので、延びにくく、押し出し、圧延、鍛造、プレスなどの加工が難しい。このため、マグネシウム合金の成形は、通常、ダイカスト法が適用されている。しかし、ダイカスト成形法は、生産性が低い、コストが高い、ダイカスト材の組織には湯流れ、ブローホールなどの欠陥を生じやすく、機械的特性の信頼性が低い、などの欠点を持っている。このため、押し出し、圧延、鍛造、プレスなどの加工法による成形が可能な、加工性の優れたマグネシウム材料が求められてきた。
この様な期待に応えるために、長年に渡り研究開発が行われてきたが、マグネシウムにリチウムを添加することにより、合金の結晶構造が変形しやすく、加工しやすい体心立方晶になることが見出されたことから、Mg-Li合金が開発され、市場に提供されるようになった。
2.マグネシウム‐リチウム( Mg-Li)合金の相図と組織
マグネシウム -リチウム( Mg-Li)合金の相図を、図 1に示した。
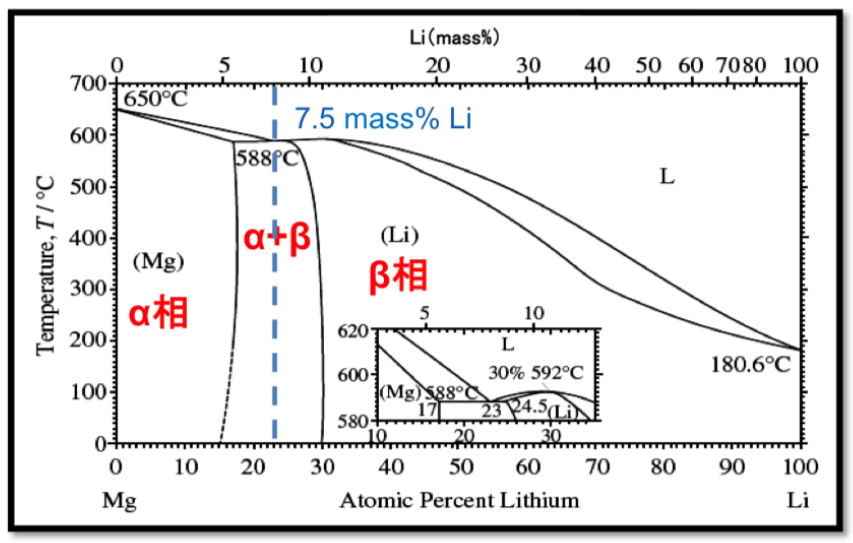
図1 Mg-Li合金の相図
マグネシウムは、加工しにくい稠密六方晶の結晶構造で、リチウム添加量が 5wt%( mass %)未満ではマグネシウムにリチウムが固溶しており、図 1ではα相として示している。
マグネシウムに対するリチウムの添加量が 5wt%( mass %)を超えると、結晶構造が体心立方晶のリチウムにマグネシウムが固溶した組織が現れてくる。図 1では、β相として示した。
リチウムの添加量が 5〜 11wt%までは、マグネシウムのα相とリチウム -マグネシウム固溶体のβ相の 2相が混在した構造を示し、β相の比率は、リチウムの添加量に従って増加してゆく。
さらにリチウムの添加量が 11wt%を超えると、β相のみとなる。
体心立方晶のβ相は、すべり面が多いので、変形しやすい構造で、室温でも加工(冷間加工)できるようになる。
α相とβ相が混在した圧延合金の組織を、図 2に示した。
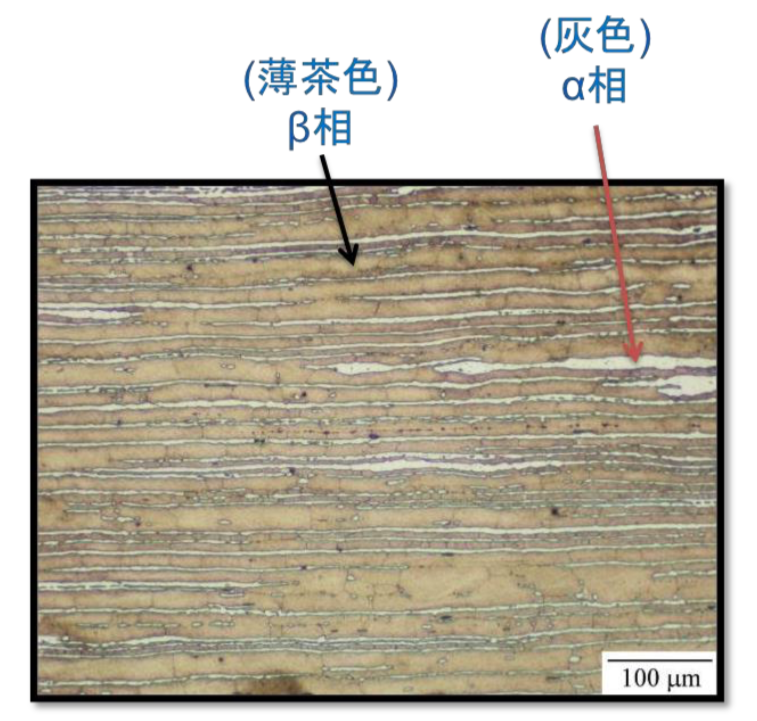
図 2 LZ91合金板の組織温間圧延後 200℃アニール
(安立材料科技股份有限公司(台湾)提供)
図2は、マグネシウムに9wt%のリチウムと1wt%の亜鉛(Zn)を添加したLZ91(Mg-9Li-1Zn)合金を加熱、加圧下で圧延した後、200℃でアニールした板の組織である。 この板材では、薄茶色に見えるβ相の中に、灰色のα相が圧延方向に伸びていることがわかる。
3.マグネシウム( Mg)にリチウム( Li)を添加した 2元系の合金とマグネシウムにリチウムとジルコニウム( Zr)を添加した3元系の合金の組成と組織の関係の例
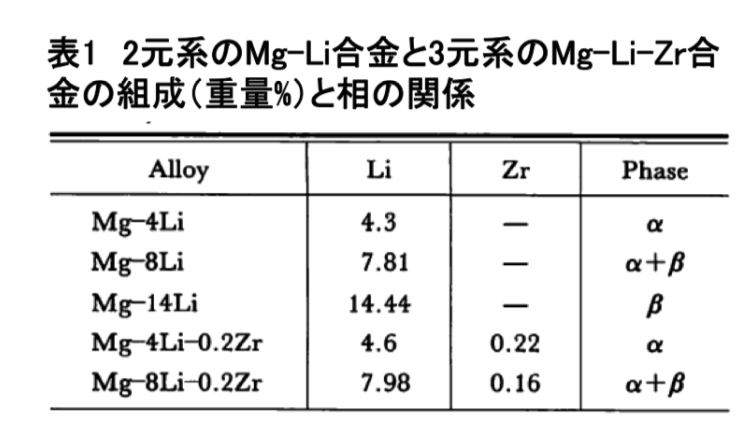
Mgに 4.3wt%の Liを添加した Mg-4Li合金は、α相のみの組織であるのに対し、 Liを 7.81wt%加えた Mg-8Li合金は、α相とβ相の混合組織である。
さらに、 14.44wt%の Liを含む Mg-14Li合金は、β相のみからなる組織である。
Mgに Liと Zrを添加した 3元系においても、同様に、 4.6wt%の Liと 0.22wt%の Zrを Mgに加えた Mg-4Li-0.2Zr合金はα相のみからなる。
一方、 7.98wt%の Liと 0.16wt%の Zrを加えた Mg-8Li-0.2Zr合金は、α相とβ相の混合組織である。
Mg-Li合金圧延板材の特性
表 2に、軽量元素の Li(密度: 0.53g/cm3)を添加した Mg‐ Li合金の密度(比重)を他の材料と比較して示した。

表2 Mg-Li合金と他の材料の密度
SUS304の密度は 7.8g/cm3である。軽金属であるアルミニウム合金の A5052とマグネシウム合金 AZ31の密度は、それぞれ 2.68、 1.78g/cm3で、マグネシウム合金はアルミニウム合金よりも密度が小さい。
これに対して、 14wt%の Liと 1wt%のアルミニウム( Al)を添加した LA141合金および Liを 9wt%、亜鉛( Zn)を 1wt%加えた LZ91合金の密度は、それぞれ 1.36と 1.45g/cm3であり、密度 1.78g/cm3の AZ31マグネシウム合金よりも、さらに低密度である。
これらの Mg-Li合金は、密度 1.4g/cm3のガラス繊維強化ポリカーボネート樹脂に匹敵する軽さで、実用金属材料の中で、最も軽量な材料といえる。
このように、 Mg-Li合金は、押し出し、圧延、鍛造、プレスなどの、特に冷間加工性が優れているだけでなく、軽量な金属材料であることが特徴である。
4.図 2の LZ91圧延板材を含む Mg‐Li‐Zn合金( LZ )圧延板材の機械的特性
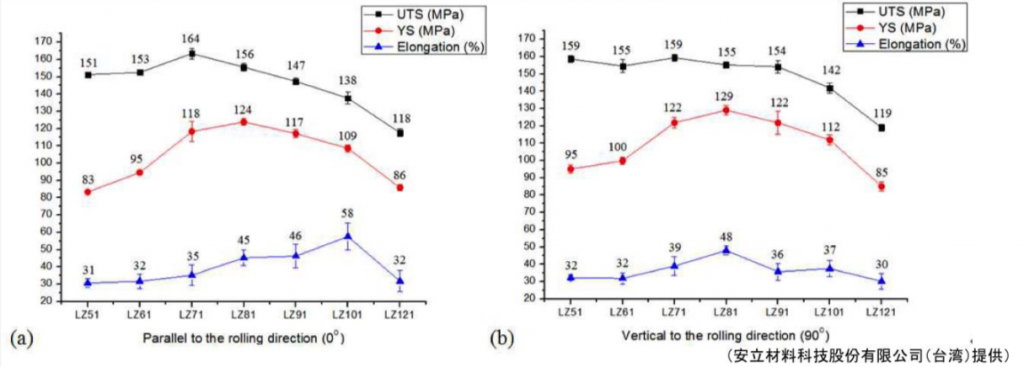
すなわち、図 3は、 Znの添加量を 1wt %に固定し、 Mgに対する Liの添加量を 5~ 12wt %とした温間圧延板材の強度、耐力、伸びをグラフで示したものである。 (a)が圧延方向に平行、 (b)が圧延方向に垂直な方向の機械的特性である。
機械的特性の内、強度、耐力については、( a)、( b)のいずれの方向における特性の変化も、ほぼ同じ傾向を示している。
すなわち、強度については、 Liの添加量が増加するに従い 150ないし 160MPaから 120MPaに徐々に低下する傾向にあるが、耐力については、 Li添加量が 8wt %で 124ないし 129MPaのピーク値となり、これよりも Li添加量が少なくなっても、多くなっても、 80ないし 90MPaに低下する傾向を示している。
Mg‐Li合金の伸びは 30%から 50%で、β相の体心立方晶の顕著な効果を示している。
Mg‐Li合金の LA141、 LZ91と他の板材の特性の比較を、表 3に示した。
強度と密度の比である比強度( MPa/(g/cm3))については、 Mg‐Li合金板材では 100台で、マグネシウム合金の AZ31板材の 152に比べるとやや小さいが、アルミニウムの 98と同等で、ステンレスの 66よりも大きな数値を持っている。 密度が小さい軽量金属材としての優位性を示している。
組織にβ相をもつ Mg‐Li合金板材の特徴は伸びにあり、その伸びはアルミニウムよりも大きく、ステンレスと同程度である。 別な角度から見ると、ヤング率は弾性変形領域での応力σとひずみεの比なので、一定のひずみを起こすのに必要な応力とみることができる。すなわち、ヤング率が小さいほど、小さな応力で一定のひずみを生じることになる。表 3のヤング率を比較すると、 LA141、 LZ91を含むマグネシウム合金板材が 42~ 45GPaと小さな値なのに対し、アルミニウム合金 A5052が 69GPaとやや大きくなり、ステンレス SUS304が 193GPaで、 Mg‐ Li合金板材は、小さな応力で変形させられること、すなわち成形性が優れていることを示している。
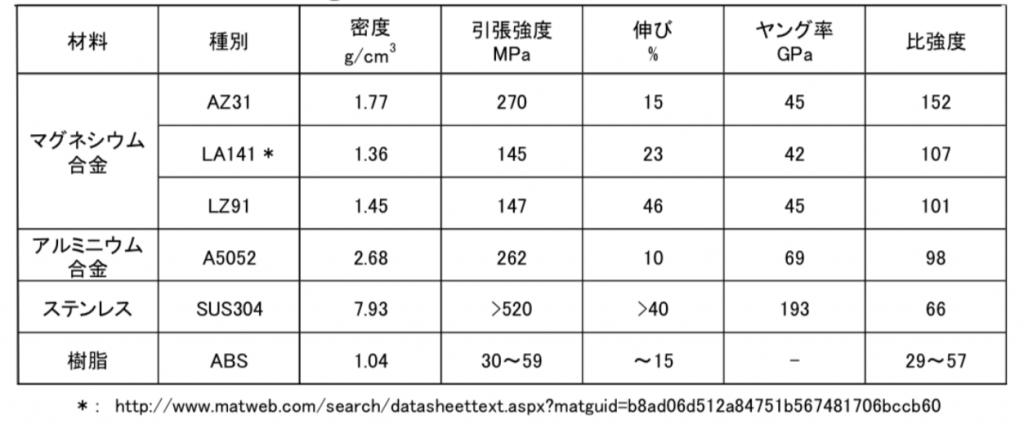
表3Mg‐Li合金と他の板材との特性比較
Mg‐Li合金の冷間および温間加工性については多数の文献があるので、そちらを参照願いたい。
5. Mg-Li合金の腐食の局部電池機構
種々の金属を電気化学的にみると、これらの金属からなる電極 Mが、水溶液中の対応する金属イオン種 Mn+と平衡しており、その酸化還元平衡反応

によって当該金属電極Mの電位が決定されている時の平衡電極電位の序列によって、活性を知ることが出来る。このような平衡電位 Eは、下記のNernstの式(2)が示すように、金属イオン種M n+の活量a Mn+に依存するので、一般的には標準電極電位 E0として記載されている。
式(1)の酸化還元平衡反応の Nernstの式は、

である。
標準電極電位の例を、表 4に示した。 Liの標準電極電位 E0は低く、 E0をマイナスの電荷を持った電子の位置エネルギーと考えると、高いエネルギーを持っていることになるので、 Liは非常に活性な(イオン化しやすい、溶解しやすい)金属元素である。 Liの高い活性が、湿潤状態の自然環境下における Mg-Li合金の耐腐食性が悪いことにつながっている。
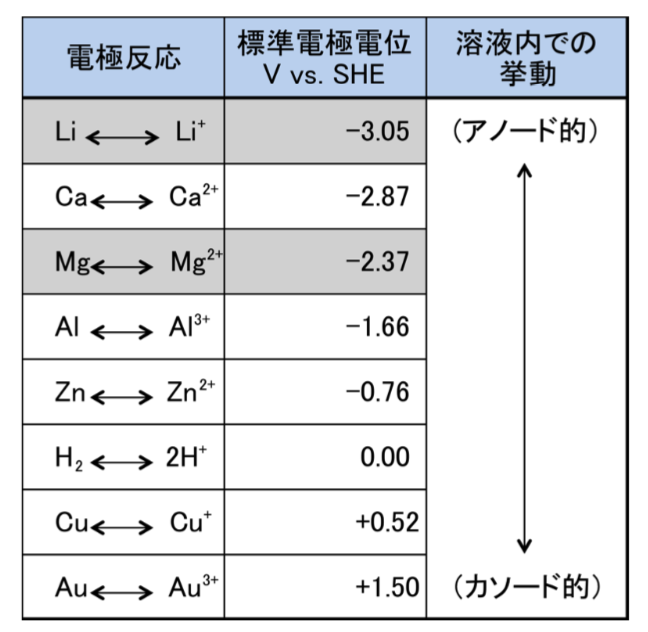
表4 標準電極電位(25℃)
6. Mg-Li合金の腐食挙動 (Songらの報告を参照に解説)
出典:Yingwei Song, Dayong Shan, Rongshi Chen, En-Hou Han, Corrosion characterization of Mg-8Li alloy in NaCl solution, Corrosion Science 51(2009) 1087-1094
使用された試験材料は、 8wt%の Liと 92wt%の Mgからなる Mg-8Li合金の鋳造材と 99.95wt%の純マグネシウム材で、 2000番の SiC研磨紙で研磨した後、 1.0µmのダイアモンドペーストで磨き、アセトン中で超音波洗浄、風乾した後、室温に 24時間放置して表面に自然酸化皮膜を形成したものである。
図 4に、 Mg-8Li合金の電子線後方散乱画像を示した。
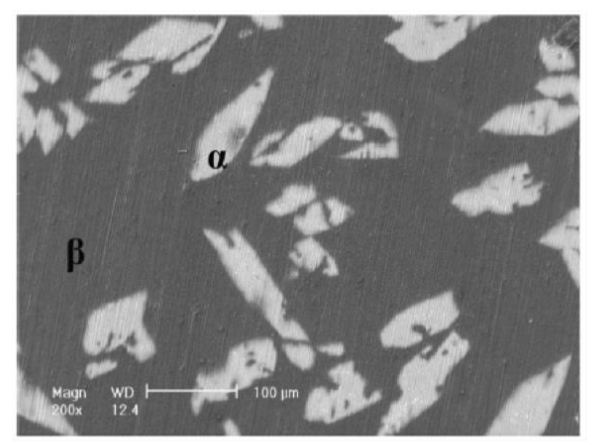
図4 Mg-8Li合金の電子線後方散乱回折画像
明るい不揃いな形状の領域が Mgに 5wt%未満の Liが固溶したα相である。α相を囲む暗い領域が 11wt%を超える Liに Mgが固溶したβ相である。
腐食が進行している金属表面では、(1)当該金属の酸化反応、および(2)電子受容のための還元反応が同時に起こっている。すなわち、腐食が進行している金属片は、酸化溶解による電子発生場所であると同時に、その電子を消費する電子消滅場所でもあり、またその間で電子を伝達する電子伝導体でもある。反応が自発的に起こっているということは、腐食反応は化学電池の負極(電子発生場所)と正極(電子消滅場所)が短絡した状態と考えられるので、起電力はゼロである。金属腐食についてのこのような考え方は、局部電池機構( local-cell mechanism)と呼ばれている。
腐食が進行している金属表面を微視的に見ると、酸化溶解が進んでいる場所と電子を受容して電子が消費されている場所は異なっており、それぞれ局部アノード( local anode)、局部カソード( local cathode)と呼ばれている。
局部電池における局部アノードと局部カソードの実際の電位を E‘a、 E‘cとすると、 E‘a = E‘cであり、これらの電位は、局部アノード反応と局部カソード反応の平衡電位 Ea、 Ecの間に位置する。すなわち、局部アノードの電位は E‘a – Eaだけプラス方向にずれ、局部カソードの電位は E‘c – Ecだけマイナス方向にずれるが、このように平衡電位状態からずれることを「分極」と言い、この電位のずれを駆動力として腐食反応が進行する。
一方、平衡電位と分極した電位の差ηを「過電圧」という。過電圧は Tafelの式(3)によって与えられる。

ここで、 aと bは定数、 iは電流密度である。
過電流ηは反応の駆動力、電流密度 iは反応の速度を表す。
平衡電位おいて、η = 0 であるから、その時の電流密度を i0 とすると、

となる。 i0 は「交換電流密度」と呼ばれ、与えられた可逆電池反応における酸化反応と還元反応の速度が等しいとき(平衡状態)の反応速度を表す。
電解質水溶液中で一つの金属片の腐食が進行しているとき、局部アノード反応で発生・放出された電子の総数は、常に局部カソードで受容・消費される電子の総数と等しいことから、局部アノード電流と局部カソード電流は、符号が逆で絶対値が等しい腐食電流( corrosion current) Icorr を与える。先に述べたように、局部電池の電極電位は等しく、 E‘a = E‘cなので、これを腐食電位 Ecorr と呼ぶ。但し、腐食電位は、異なる 2組の酸化還元反応によって決定される混成電位であって、平衡電位ではない。
図 5は、 0.1M NaCl水溶液中で測定した Mg-8Li合金と純マグネシウムの分極曲線で、エバンズ -ダイアグラムと呼ばれるものである。ここでは、電流を電流密度 iの対数で示した。
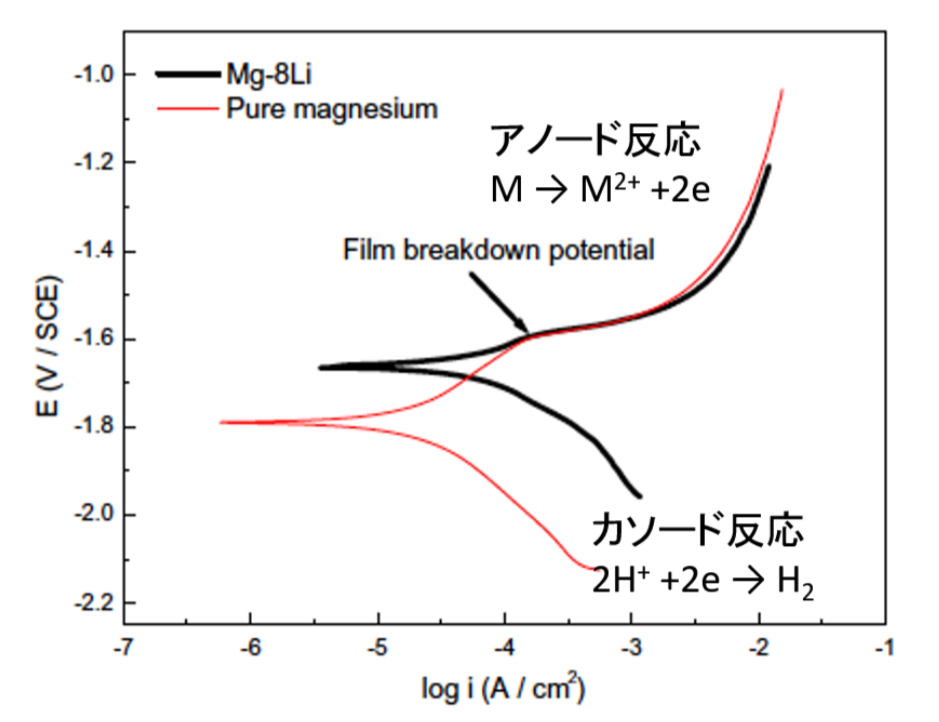
図 5においては、純マグネシウムを1、 Mg-8Li合金を2と表示して腐食電位 Ecorrと腐食電流密度 icorrを示した。
純マグネシウムの分極曲線のカソード側は、水素発生反応により駆動されており、電位が腐食電位 Ecorr1に向かうにつれて、腐食電流密度が徐々に減少しているが、電流密度が反応速度をあらわすことから、これは水素発生速度が小さくなっていることを意味している。電位が腐食電位 Ecorr1の -1.79V/SCEに達すると、分極曲線はアノード側に移る。電位が高くなるに従って、アノード側の分極曲線は徐々に腐食電流が大きくなるが、電位が腐食電位 Ecorr1からおよそ 200mV高くなると、分極曲線の電位上昇に対して腐食電流密度が急に大きくなる。この腐食電位の上昇は、純マグネシウムの表面にある保護酸化皮膜が、純マグネシウム材の腐食を妨げて遅くしたことを示しており、アノード電位が皮膜破壊電位を超えると、腐食電流密度が急に大きくなり、表面の酸化皮膜が壊れてマグネシウム材の腐食が急速に進んだことを示している。
図 5の Mg-8Li合金の分極曲線においては、アノード側は純マグネシウムの分極曲線にほぼ重なっているが、これは両材料の局所アノードでの酸化溶解が、マグネシウムの溶解反応によることを示している。 Mg-8Li合金の皮膜破壊電位は、その腐食電位 Ecorr2よりもわずか 70mVほど高いだけで、 Mg-8Li合金の表面酸化皮膜の腐食保護効果が限定的であることを示している。 Liの添加効果は、局部カソード反応において著しい。すなわち、 Mg-8Li合金の局部カソード反応は、純マグネシウムと同様に、水素発生反応によって駆動されているが、 Mg-8Li合金の水素発生反応の電流密度は、表 5のように純マグネシウムにおけるよりも 2倍高い側にシフトしており、これが純マグネシウムの腐食電位 Ecorr1の -1.79V/SCEから Mg-8Li合金の腐食電位 Ecorr2を -1.662V/SCEに上昇させると共に、先に Tafelの式(3)で述べたように、電流密度が反応速度を表しているので、 Mg-8Li合金上では水素発生反応による腐食速度が非常に早くなって、 Liの添加が耐食性を低下させていることを示している。
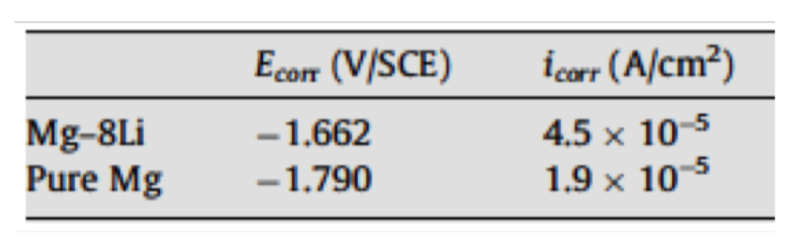
表 5 分極曲線から求めた腐食電位 Ecorrと腐食電流 Icorr
出展 : Y. Song et al., Corrosion Science 51(2001) 1-87-1094
7. Mg-8Li合金の腐食形態
図 6に、純マグネシウム材を 0.1Mの NaCl水溶液に 48時間浸漬したときの腐食形態の SEM写真を示した。
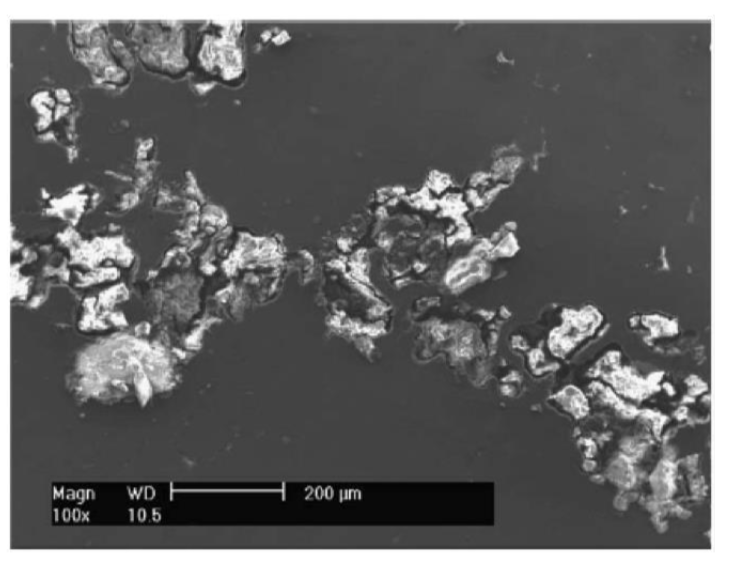
図6 0.1M NaCl水溶液48時間浸漬後の純マグネシウムの腐食形態
この腐食は孔食であることが知られており、多くの腐食生成物があるが、それ以外の表面に腐食は見られない。
図 7に 0.1Mの NaCl水溶液に 2時間浸漬した Mg-8Li合金の腐食形態の SEM写真を示した。
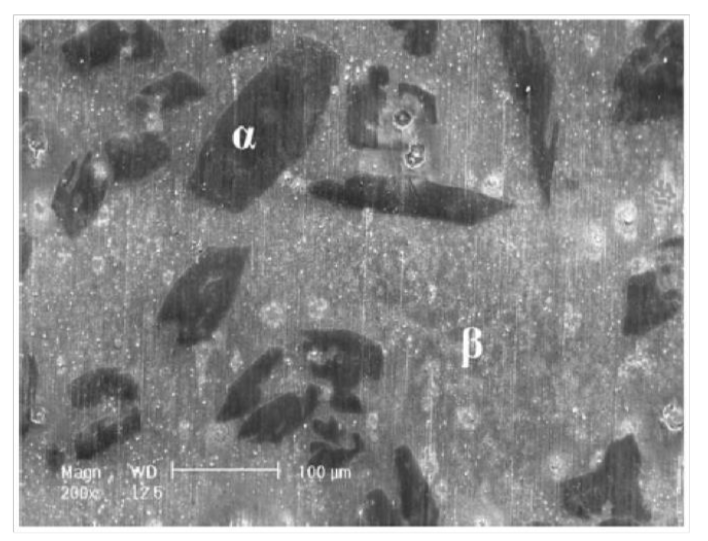
図7 0.1M NaCl水溶液2時間浸漬後のMg-8Li合金の腐食形態
α相には、腐食が見られないのに対し、局部電池機構からみて腐食しやすいβ相には白い粒子が見られた。β相は Li含有量が多く、α相よりも活性なので、アノードとして酸化溶解反応を担当し、α相がカソードとして水素発生反応を担当することになるので、白い腐食物はβ相に生じることになる。 EDXでは Hや Liを検出できないが、白い粒子は主に酸化物や水酸化物と考えられる。
8.0.1M NaCi水溶液48時間浸漬後の腐食形態
0.1Mの NaCl水溶液の浸漬時間を 6時間にすると、α相とβ相の境界に腐食物が現れ、 9時間浸漬後には、境界の腐食物からβ相に糸状の腐食が広がった。図8 aに 0.1Mの NaCl水溶液の浸漬時間 48時間の腐食形態を示した。糸状の腐食物が、厚く繊維状になった。腐食物を熱クロム酸溶液で除去すると、半球状の腐食ピットが認められた(図 8b)腐食の形状から想定した糸状の腐食の成長方向を、矢印で示した。
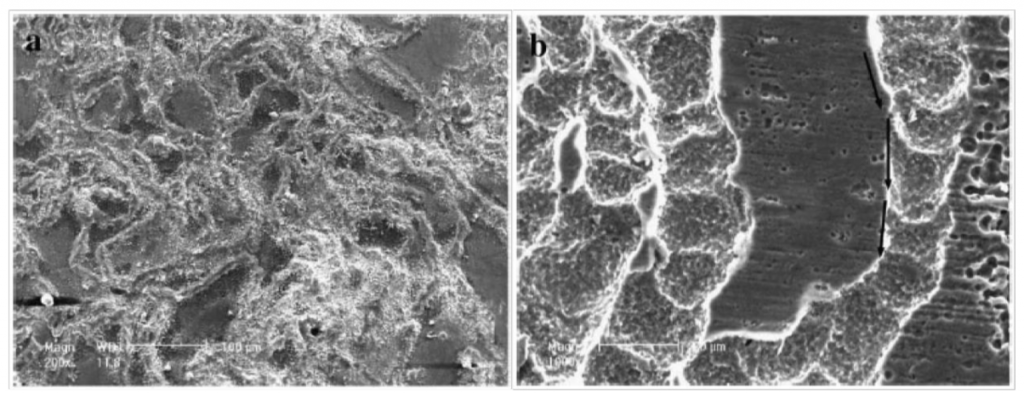
図8 0.1M NaCi水溶液48時間浸漬後の腐食形態
(a)腐食生成物除去前、(b)腐食生成物除去後
9. Mg-8Li合金の糸状腐食の成長機構
腐食ピットの内部は、水の加水分解反応の結果生じる H+イオンにより、酸性になる。低いp H(酸性)の活性点を、繊維状腐食の先端部( filament tip)と呼ぶことにする。遮蔽された一つの局部電池(腐食電池)に流入する NaCl水溶液からの Cl-(塩素イオン)を考慮すると、繊維状腐食の先端部は、塩酸水溶液に浸漬された状態とも言え、腐食性の Cl-がα相とβ相の界面を攻撃するため、局部的な腐食はα、β相の界面から開始され、活性の高いβ相に向かって伸びてゆく。腐食生成物で覆われた不活性点を、繊維状腐食の尾部( filament tail)と呼ぶ。図9に、 Mg-Li合金上に形成された糸状腐食の模式図を示した。
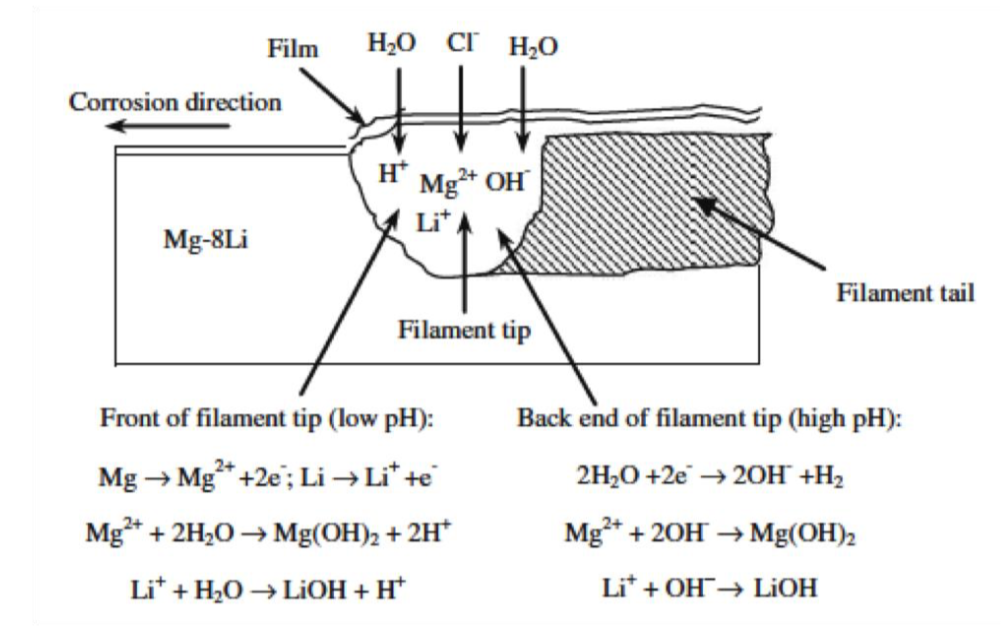
図9 Mg-Li合金上に形成された糸状腐食の模式図
繊維状腐食の先端部( filament tip)の後ろ端は、繊維状腐食の尾部( filament tail)に直接つながっているが、繊維状腐食の先端部の前側に比べると不活性で、局部カソードの水素発生反応場所になり、アルカリ性である。高濃度の OH-は Mg2+、 Li-と反応して、それぞれ Mg(OH)2、 LiOHを生じるので、繊維状腐食の先端部の後ろ端を不活性化して、繊維状腐食の尾部を形成することになる。一方、繊維状腐食の先端部は局部アノードとなり、金属の溶解反応により、糸状腐食が伸びてゆく。
糸状腐食は、局部アノードで起こる Mg溶解反応によって支配されており、 Liの添加は糸状腐食の機構に直接寄与していない。 Liの添加は、主に局部カソードの水素発生反応を促進して、腐食を繊維状に伸ばす速度を加速しているので、結局、腐食し易くすることになる。
Mg-Li合金の耐腐食性を向上するには、化成処理が実用的な対策になる。
10. Mg-Li合金圧延板の化成処理
先に述べたように、 Mg-Li合金の腐食は局部電池機構で説明することができ、局部アノードで生じる Mgの溶解反応は、いずれのマグネシウム合金の腐食機構においても同じである。腐食速度は、局部カソードの水素発生反応速度に影響されるので、合金の組成によって腐食速度が異なることになる。
Mgに 14mass%の Liを添加した Mg-14Li合金に対して、 Alを 0〜 5mass%添加した合金の腐食特性を調べた文献(スガウェザリング技術振興財団研究助成事業 平成 27年度研究助成 , Mg-Li系合金の Al添加による耐食性向上)によると、 3mass%までのAl添加量では、Al添加量の増加に従い腐食速度は低下して耐腐食性が向上したのに対し、Al添加量が 3mass%以上では、耐腐食性が低下した。 Mg-14Li合金におけるAlの室温での固溶限界は 2〜 3mass%であるので、Alの添加量が固溶限界を超えると、AlLi金属間化合物が生成する。AlLi金属間化合物と Mg-14Li単相合金の腐食電位を測定すると、AlLi金属間化合物の腐食電位の方が Mg-14Li単相合金よりも低く、卑となるので、AlLi金属間化合物が局部アノードとなって腐食を促進すると考えられる。一方、金属間化合物相が存在しない組成では、母相のβ相のAl固溶量が増加することで腐食電位が貴となり、腐食速度が低下すると考えられる。従って、 Mg-14Li-Al合金の耐腐食性向上には、母相内へのAlの固溶とAlLi金属間化合物の晶出を制御することが重要であることが分かる。
このように、 Mg-Li合金においては、組成と組織によって耐腐食性が変化することから、耐食性保護皮膜となる化成処理皮膜について、最適化の必要がある。
表 6に LA141合金圧延板の化成処理皮膜による特性の変化を示した。
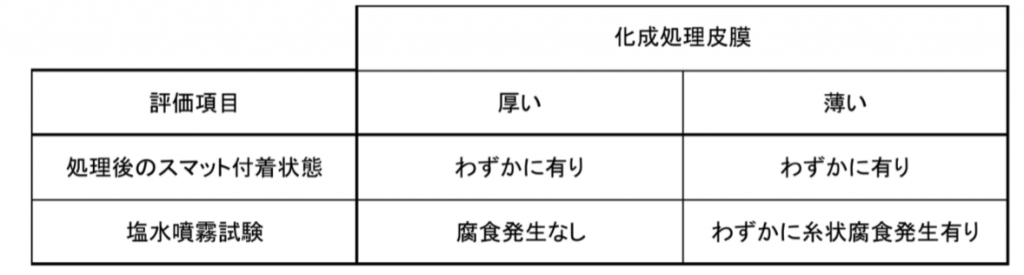
表6 LA141板の化成処理皮膜による特性の変化
LA141合金の組織はβ相のみからなり、上記のように、添加した 1wt%のAl濃度はβ相に対する固溶限未満であるが、この場合には AlLi金属間化合物粒子が存在した。
化成処理皮膜を形成する条件を調整し、化成処理皮膜が相対的に厚い試験片と薄い試験片を作成した。スマット(化成処理によって生じる皮膜上の粉状の付着物)の生成については、化成処理皮膜を白布で強くこすって、白布に付着した色の濃さで定性的に評価した。塩水噴霧試験は、 JIS Z 2371の規定に従い、 8時間噴霧、 16時間休止後の化成処理面の腐食の発生状態を観察した。
皮膜の厚さにかかわらず、スマットの発生は少なく、合格範囲と判断された。塩水噴霧試験後の化成処理皮膜の耐腐食性は、化成処理皮膜が厚い場合には腐食生成物は現れなかったが、化成処理皮膜が薄くなるとわずかながら糸状腐食が発生した。化成処理皮膜の厚さが、耐腐食性を左右することが分かる。
LA141とは組成が異なる Mg-9wt% Li-1wt% Znの LZ91合金圧延板の化成処理皮膜について検討した。化成処理は、当社が皮膜形成したものと A社による化成処理皮膜の組成が異なるものを比較した。耐腐食性試験は、 LA141と同様にして行った塩水噴霧試験と湿熱試験を行った。但し、 LZ91は、 LA141よりも Li添加量が少なく、組織がα相とβ相からなるが、化成処理皮膜の特性の差異を明らかにするため、塩水噴霧試験の噴霧時間を 24時間に延長し、湿度 50%、 50℃の環境下で 120時間保持する湿熱試験を加えた。結果を表 7に示した。
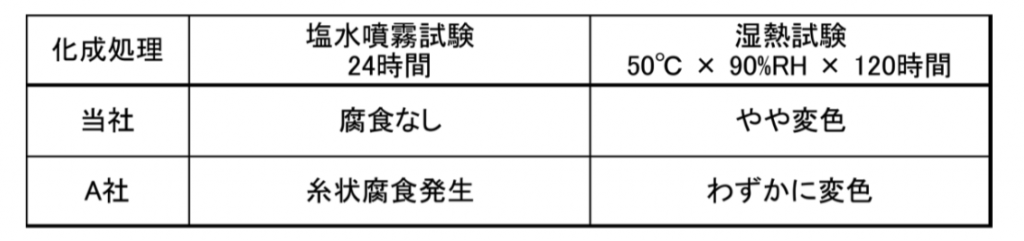
表7 LZ91圧延板の化成処理評価試験結果
塩水噴霧試験については、当社の化成処理では腐食生成物を生じなかったのに対し、 A社の化成処理では糸状腐食を生じた。湿熱試験では、いずれの場合も色がわずかに変わっただけで、腐食は生じなかった。組成の異なる化成処理皮膜によって、耐腐食性が変化することが確認された。
11. LZ91合金圧延板の化成処理皮膜の塗装皮膜との適合性について調べた。塗料は、斎藤塗料製のサイクロン PC-1プライマーホワイト(膜厚 23~ 28μ m)をプライマーとし、トップコートとしてアクリサイト UB-50グレー(膜厚 28~ 32μ m)を使用した。焼き付け条件は、いずれも 150℃、 20分である。塗膜の密着性の評価は、塗装試験片を 100℃の熱水に 1時間浸漬した前後で、碁盤目試験で行った。その結果を、表 8と図 10に示した。
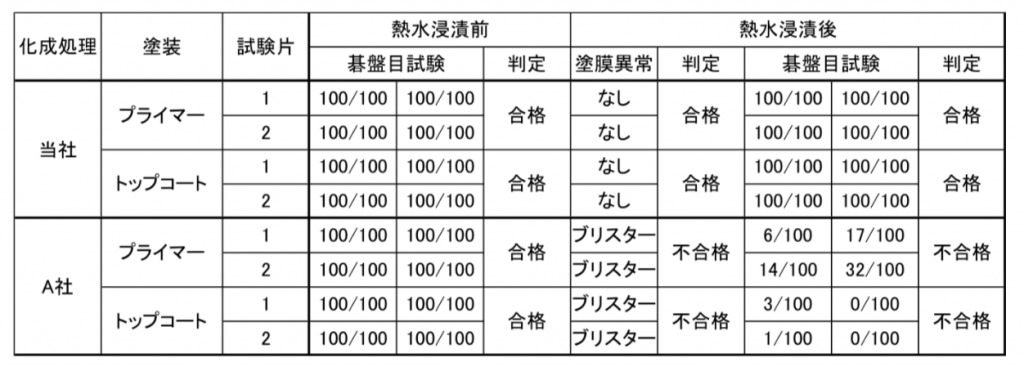
表8 LZ91圧延板材の塗装皮膜の評価結果
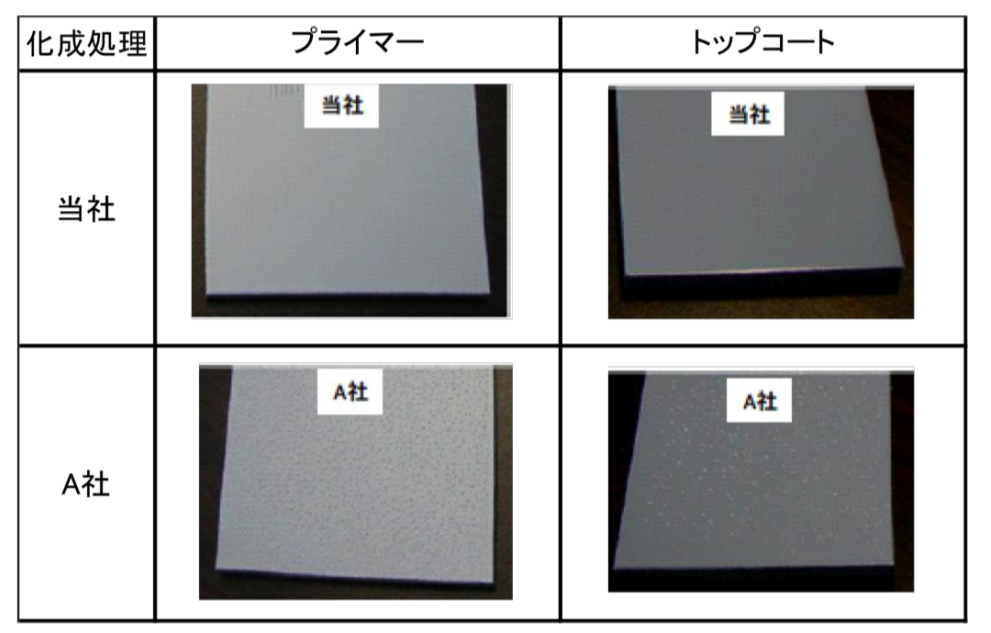
図10 LZ91圧延板材の塗装皮膜の熱水浸漬試験後の試験片
熱水浸漬前の碁盤目試験では、いずれの試験片も塗膜の剥がれはなく、合格であった。しかし、熱水浸漬すると、当社の化成処理皮膜に塗装したものでは問題を生じなかったが、 A社の化成処理皮膜に塗装した試験片では、プライマーとトップコートの両方で図 10の写真のようにブリスター(塗膜の膨れ)が発生し、この化成処理皮膜の耐久性は不十分であった。
このように、化成処理皮膜の上に塗装してあっても、 Mg-Li合金では化成処理皮膜の形成が適切でないと、熱水浸漬のような厳しい条件下では、腐食が生じてガスが発生し、塗膜に膨れを生じることになるので、化成処理皮膜を最適化することが大切である。
以上述べたように、 Mg-Li合金は軽量で、優れた加工性を持っているが、 Liの高い活性により、耐腐食性が悪いという欠点を持っている。 Mg-Li合金を使用するときには、軽量性、加工性に加えて、耐腐食性を考慮して材料を選定する必要がある。すなわち、耐腐食性にとっては、有利な Li添加量、 Al、 Znなどの第三成分の添加元素と添加量があるので、適切な材料の選択が求められる。
耐腐食性向上に対して、化成処理が効果的であるが、化成処理皮膜の組成、皮膜厚さなどが耐腐食性、塗膜密着性などの特性に寄与するので、実用においては、化成処理の最適化が大切になってくる。
特徴のある Mg-Li合金を製品に適用するために、より一層の技術の向上を目指して、ユーザーメーカーとのコラボレーションを図ってゆく所存である。
当社の化成処理ラインナップは、 化成処理トップページ からご覧ください。